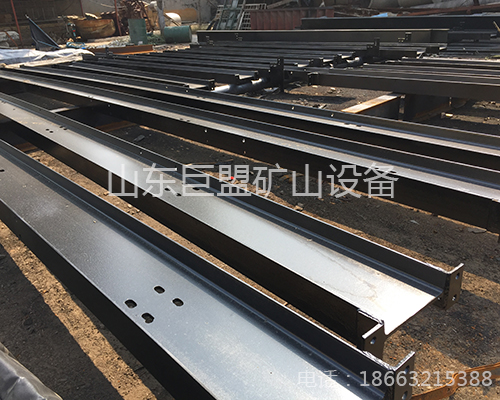
热浸锌罐道-罐道梁的工艺:
1:钢材均使用Q235型系列钢材。
2:钢构件加工焊接厚度不低于5mm,需连续焊接并焊接牢固。方钢罐道平直度小于0.07%。
3:钢构件表面除锈:喷砂或抛丸除锈,标准达到Sa2.5级,符合GB9823-08要求。粗糙度应达到Rz 25~100μm(或Ry 100-150μm)
4:热浸锌防腐:高温下,把锌锭融化,加入一些辅助材料,把钢构件浸入镀锌槽中,使钢构件附上一层锌层,一般温度为450℃-470℃左右,钢构件在锌槽中时间为1min-1.5min。
 热浸锌防腐其锌层的附着力和硬度较好,镀锌层厚度在100um以上,在铁质表面形成锌合金,防腐效果比较好,缺陷是和热电镀锌比较成本较高。冷电镀锌防腐 (热电镀锌锌层厚度较薄,只有15um;冷电镀锌锌层和钢材结合力较差)。
热浸锌防腐其锌层的附着力和硬度较好,镀锌层厚度在100um以上,在铁质表面形成锌合金,防腐效果比较好,缺陷是和热电镀锌比较成本较高。冷电镀锌防腐 (热电镀锌锌层厚度较薄,只有15um;冷电镀锌锌层和钢材结合力较差)。
5:检查热浸锌覆于构件表面应覆盖均匀无不良缺陷。若构件变形较大,必须通过整形,使之构件满足使用要求。
6:热浸锌厚度检测采用测厚仪测定,检测方法按GB/T 12334的规定。